How Industrial Tablets Improve Efficiency in Manufacturing Operations
The transition from manual, paper-based tracking to real-time digital oversight is the hallmark of Industry 4.0. Central to this shift is the deployment of specialized mobile hardware. Unlike consumer-grade devices, industrial tablets are engineered to bridge the gap between heavy machinery and high-level data analytics.
For plant managers and production engineers, the question is no longer whether to go mobile, but how to leverage industrial tablet manufacturing to eliminate bottlenecks and reduce operational downtime.

What Defines an Industrial Tablet in a Manufacturing Context?
In the manufacturing sector, an “industrial tablet” is not merely a mobile computer with a protective case. It is a purpose-built tool designed for 24/7 operation in harsh environments. Efficiency gains begin with the hardware’s ability to survive where standard electronics fail.
Technical characteristics typically include:
- Ingress Protection (IP) Ratings: Usually IP65 or IP67, ensuring the device is dust-tight and resistant to water jets or immersion—critical for food processing or chemical manufacturing.
- MIL-STD-810G/H Compliance: A military-grade standard that tests resistance to shock, vibration, and extreme thermal fluctuations common in automotive or aerospace assembly lines.
- Specialized I/O Ports: Integration of legacy ports like RS-232, RJ45, or specialized DB9 connectors allows direct communication with PLCs (Programmable Logic Controllers) and CNC machines.
Real-Time Data Synchronization and Paperless Workflows
The most immediate efficiency gain from industrial tablet manufacturing is the elimination of “data latency.” In traditional setups, a machine operator records output or defect rates on paper, which is later transcribed into a digital system. This process is prone to human error and creates a time gap that prevents proactive decision-making.
By utilizing rugged tablets, manufacturers achieve:
- Instantaneous MES Updates: Operators input data directly into the Manufacturing Execution System (MES) at the point of origin. This allows supervisors to see real-time OEE (Overall Equipment Effectiveness) metrics across the entire facility.
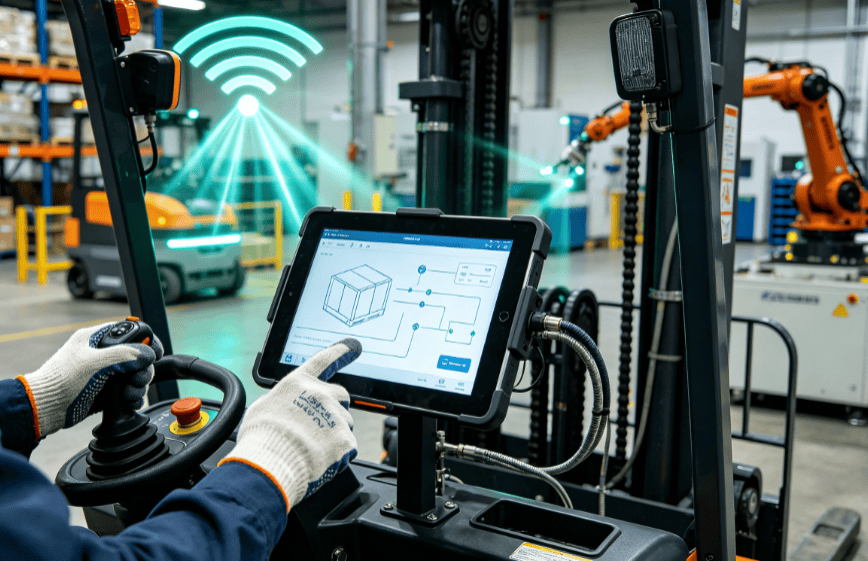
- Dynamic Work Instructions: Instead of static binders, tablets display interactive 3D models or video tutorials for complex assemblies. If a production engineering team updates a specification, the change is pushed to every tablet on the floor instantly, preventing “stale data” errors.
- Inventory Accuracy: Integrated 1D/2D barcode scanners and RFID readers allow for seamless material tracking. When a component is pulled from the warehouse for a work order, the tablet automatically updates the ERP (Enterprise Resource Planning) system, triggering reorder points before a stockout occurs.
Enhancing Quality Control and Inspection Accuracy
Quality assurance (QA) is often a bottleneck in high-throughput environments. Industrial tablets streamline this by moving the “lab” to the “line.”
When a technician performs a quality check, the tablet can guide them through a mandatory checklist. High-resolution cameras document visual defects, which are automatically timestamped and geotagged. If a measurement falls outside of the allowed tolerance, the tablet can be programmed to automatically lock the batch or alert a supervisor via the local network.
This digital trail is essential for compliance in regulated industries such as medical device manufacturing or aerospace, where traceability is non-negotiable.
Comparison: Consumer Tablets vs. Industrial Tablets in Manufacturing
| Feature | Consumer Tablet | Industrial Tablet (e.g., Seaview Industry) | Impact on Efficiency |
| Durability | Fragile; requires external cases | Built-in rugged chassis (MIL-STD) | Reduces downtime caused by broken equipment. |
| Battery Life | 6–8 hours; non-removable | 10–12 hours; Hot-swappable | Ensures 24/7 operation across multiple shifts. |
| Display | High gloss; unreadable in sun | Sunlight readable; Glove-touch tech | Operators can use devices in high-glare or oily areas. |
| Lifecycle | 1–2 years (frequent updates) | 5–7 years (long-term availability) | Simplifies IT management and reduces retraining. |
| Connectivity | Standard Wi-Fi/Bluetooth | Dual-band Wi-Fi, 5G, Dedicated GPS | Stable connection in “noisy” EMI environments. |
Predictive Maintenance and Asset Management
Downtime is the primary enemy of manufacturing efficiency. Industrial tablets facilitate “Condition-Based Maintenance” (CBM).
Maintenance engineers equipped with tablets can receive automated alerts from IoT sensors attached to critical assets. For instance, if a motor’s vibration frequency exceeds a threshold, the tablet notifies the technician, provides the service manual, and displays the machine’s maintenance history.
By integrating thermal imaging modules or vibration analysis tools directly into the tablet, engineers can diagnose issues without returning to a central office for additional tools. This “one-trip” repair philosophy significantly increases the Mean Time To Repair (MTTR).

Strategic Selection: Matching Hardware to the Environment
Not all manufacturing environments require the same specifications. For instance, Seaview Industry offers a range of industrial PCs and tablets that cater to different technical stressors.
- Cleanroom Environments: Require tablets with smooth, fanless designs that can withstand frequent sterilization with harsh chemicals without degrading the screen or housing.
- Heavy Machining: Requires high vibration resistance and electromagnetic compatibility (EMC) to ensure the tablet’s wireless signals aren’t disrupted by high-voltage equipment.
- Outdoor Logistics: Requires high-nit brightness displays (typically >1000 nits) to remain legible under direct sunlight.
Selecting a device based on these specific manufacturing stressors prevents the “hidden costs” of frequent hardware replacement and worker frustration.
The Role of Connectivity: Wi-Fi 6 and 5G in the Factory
Industrial tablet manufacturing has evolved to support the latest wireless standards, which are critical for low-latency communication. In a dense factory environment where hundreds of devices are competing for bandwidth, Wi-Fi 6 (802.11ax) provides the necessary stability.
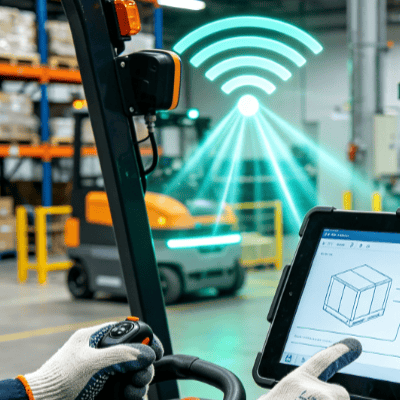
For sprawling facilities or outdoor shipyards, 5G-enabled tablets allow for seamless handover between cells, ensuring that a forklift operator or a yard manager never loses their connection to the central database. This persistent connectivity is the backbone of “Just-in-Time” (JIT) manufacturing logistics.
Conclusion
The integration of industrial tablets into manufacturing operations is more than a hardware upgrade; it is a fundamental shift toward data-driven productivity. By providing workers with ruggedized, high-performance mobile tools, manufacturers can eliminate manual errors, slash inspection times, and ensure that their workforce is as agile as their production lines. As the industry moves toward further automation, the industrial tablet will remain the primary interface between the human operator and the intelligent factory.
FAQ
1. How long do industrial tablets typically last in a factory environment?
Most industrial tablets have a functional lifespan of 5 to 7 years. Unlike consumer electronics, industrial tablet manufacturing focuses on “long-term availability,” meaning the same internal components are available for years, allowing IT departments to maintain a consistent image across the fleet.
2. Can industrial tablets be used while wearing work gloves?
Yes. Professional-grade industrial tablets utilize “Glove-Touch” or “Wet-Touch” capacitive technology. This allows operators in chemical or heavy industrial settings to interact with the screen accurately without removing protective gear.
3. Do these tablets support Windows or Android?
Most manufacturers offer both. Windows-based tablets are common for facilities that need to run full-scale desktop versions of ERP or CAD software. Android is increasingly popular for lightweight, task-specific apps due to its ease of use and lower power consumption.
4. What is a “Hot-Swappable” battery, and why is it important?
A hot-swappable battery allows an operator to replace a low battery with a fully charged one without shutting down the device or closing applications. This is critical for maintaining efficiency during shift changes in 24/7 manufacturing operations.
5. How do industrial tablets handle security in a manufacturing plant?
Rugged tablets often include enterprise-level security features such as TPM 2.0 (Trusted Platform Module), integrated fingerprint scanners, Smart Card readers (CAC), and Kensington lock slots to prevent both cyber and physical data breaches.
Reference Sources
- IEC (International Electrotechnical Commission): For standards regarding IP (Ingress Protection) ratings (IEC 60529). https://www.iec.ch/homepage
- Department of Defense Test Method Standard: MIL-STD-810H for environmental engineering considerations. https://atec.army.mil/
- IEEE (Institute of Electrical and Electronics Engineers): Regarding Wi-Fi 6 (802.11ax) standards in industrial interference environments. https://www.ieee.org/
- ISO (International Organization for Standardization): ISO 9001 standards for quality management systems in manufacturing. https://www.iso.org/